
Kieli

Nopeat takeawayt:
Ostaminen aPaperiputkikonenäyttää yksinkertaiselta, kunnes todellinen tuotanto alkaa: yhden viikon jahtaat halkaisijan vaihtelua, seuraavana olet poistamalla liiman kertymisen, asiakkaat valittavat pehmeistä ytimistä tai epätasaisista päistä. Tämä artikkeli on kirjoitettu hankintatiimeille, tehtaiden omistajille, ja insinöörejä, jotka tarvitsevat selkeän, vähäriskisen tien valita ja ottaa käyttöön kone, joka tuottaa vakaan tehon ja ennustettavat käyttökustannukset, ja helpompaa kuljettajien koulutusta.
Erittelemme tuotantovaiheet, jotka todella luovat (tai tuhoavat) putken laatua, tärkeimmät tekniset tiedot ja päätösmatriisin voit käyttää sovellusten yhdistämiseen – tekstiilihylsyjä, kalvon kelaushylsyjä, paperitölkkiputkia ja teollisuussuojaputkia – oikeaan koneeseen kokoonpano. Löydät lopusta myös hyväksymistarkistusluettelon, huoltosuunnitelman, joka estää "mysteerikatkosajat", ja käytännön usein kysytyt kysymykset.
Useimmat ostajat aloittavat vertaamalla nopeutta, halkaisija-aluetta ja hintaa. Näillä luvuilla on väliä, mutta ne harvoin selittävät, miksi kaksi tehdasta "samankaltaiset koneet" päätyvät täysin erilaisiin tuloksiin. Kokemuksemme mukaan todelliset ongelmat näkyvät päivittäisessä tuotannossa:
Ostajan ajattelutavan muutos:Älä kysy "Mikä on suurin nopeus?" ensimmäinen. Kysy "Mitä pitää pysyä vakaana, jotta asiakkaani hyväksyvät putken joka kerta?" APaperiputkikoneon vakauskone, joka on naamioitu nopeuskoneeksi.
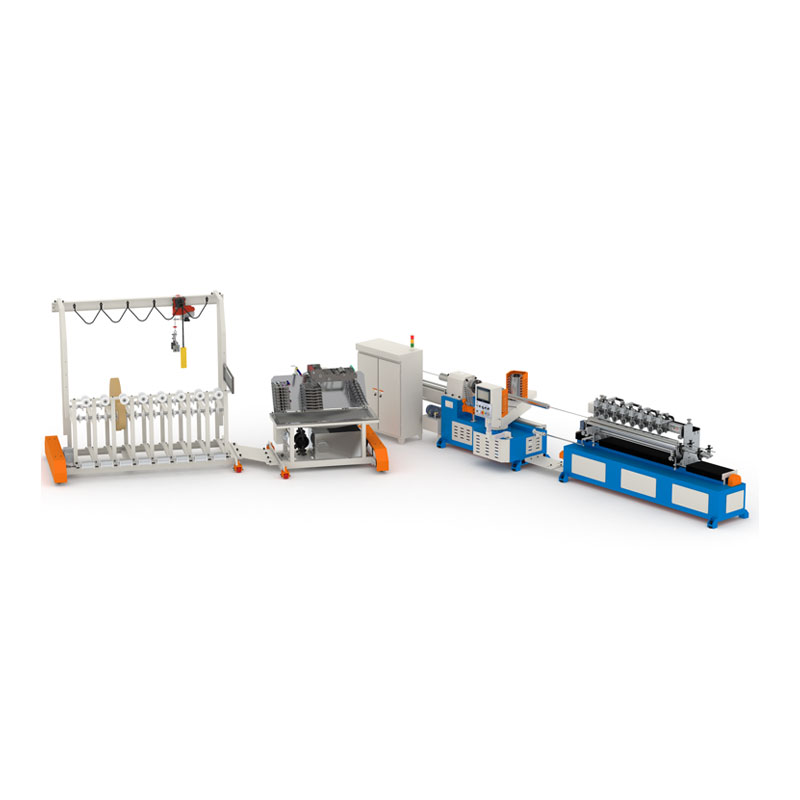
Tuotatpa paksuja tapettiytimiä, tekstiilihylsyjä, kalvokäämityshylsyjä tai komposiittipaperitölkkiputkia, ydinprosessi on samanlainen: paperin syöttö, liiman levitys, spiraalikelaus tuurnan ympärille, pituuteen leikkaaminen ja kovetus/viimeistely. Ero "okei" välillä ja "luotettava" on hallinta neljässä avainkohdassa.
1) Paperin syöttö ja kerroksen kireys
Useat kerrokset kuulostavat yksinkertaiselta, kunnes jännitys vaihtelee. Jos yksi kerros syöttää hieman löysemmin, voit saada soikeaa, heikkoja sidosvyöhykkeitä tai pintaa väreilyä. Etsi vakaa aukirullaus, kohdistuksen korjaus ja toistettava kireyden hallinta – varsinkin jos käytät leveitä rullia tai vaihdat paperilaatua.
2) Liiman levityksen johdonmukaisuus
Liima on usein romun ja siivousseisokkien ykköstekijä. Liian vähän liimaa aiheuttaa delaminaatiota kuormituksen alaisena; liiallinen liima lisääntyy hinta, sotku ja kovettumisaika. Käytännön kysymyksiä:
3) Käämin geometria ja tuurnan vakaus
Käämikulma, karan jäykkyys ja mekaaninen kohdistus määräävät, pysyykö putken ID/OD toleranssin sisällä pitkällä aikavälillä. Jos asiakkaasi tarvitsevat tiukkoja ytimiä, pienestäkin ajautumisesta tulee kallista.
4) Leikkauslaatu ja pölynhallinta
Leikkauksessa "nopeasta" tulee "riskialtista". Huono leikkaus aiheuttaa jäysteitä, pölyä tai epätasaisia päitä – varsinkin paksummissa putkissa. Jos toimitat teollisuudelle, joka käsittelee valmiita tuotteita suoraan (pakkaukset tai kuluttajasovellukset), puhtaat leikkaukset ovat tärkeitä.
Kun verrataan aPaperiputkikone, keskittyä tietoihin, jotka liittyvät suoraan kipupisteisiisi. Alla oleva taulukko on käytännöllinen tarkistuslista – käytä sitä toimittajakeskustelujen jäsentämiseen ja epämääräisten lupausten välttämiseen.
| Mitä arvioida | Miksi sillä on väliä | Mitä pyytää (todistepohjainen) |
|---|---|---|
| Putken ID/OD-alue ja seinämän paksuusalue | Määrittää tuotekykysi ja kohdemarkkinasi | Näyteputkia min/kesk/max kooissa mittausmenetelmällä ja toleranssilla |
| Kerrosominaisuus ja paperin yhteensopivuus | Lujuus ja jäykkyys riippuvat kerroksista ja paperilajeista | Käytä varsinaista paperiasi (tai vastaavaa) jatkuvan koeajan ajan |
| Leikkausmenetelmä ja leikkauksen vakaus | Määrittää loppulaadun, pölyn ja hylkäysasteen | Tarkista leikkauspinta, jäysteen taso ja pituuden toistettavuus tuotantonopeudella |
| Vaihtoaika (pituus/halkaisija) | Korkean sekoituksen tuotanto voi menettää tunteja viikossa | Ajastettu vaihtodemo tyypillisellä tuotekytkimelläsi |
| Ohjausjärjestelmä ja käyttöliittymä | Vähentää käyttäjän riippuvuutta ja koulutusaikaa | Näytä parametrireseptit, hälytyslokit ja vaiheittaiset toimintojen työnkulku |
| Huoltosuunnittelu | Estää "näkymättömät seisokit" liiman kertymisestä ja kuluvista osista | Varaosaluettelo, suositellut huoltovälit ja huoltopisteet |
| Apuohjelmat ja jalanjälki | Teho- ja tilarajoitukset voivat rajoittaa todellista suorituskykyä | Asennusasetelma, tehovaatimukset ja suositeltu työetäisyys |
Käytännön sääntö:Jos toimittaja ei pysty osoittamaan vakautta oikeilla näytteillä ja toistettavalla testillä, ostat riskiä – et laitteita.
Kaikki putket eivät ole samanarvoisia. Kone, joka toimii hyvin kevyille pakkausputkille, voi ponnistella paksujen teollisuusytimien kanssa. Käytä tätä matriisia lähtökohtana sovellusten sovittamiseksi koneen ominaisuuksiin.
| Sovellus | Tyypillinen ostajan prioriteetti | Suositeltu konetarkennus | Yleinen epäonnistuminen välttää |
|---|---|---|---|
| Tekstiili/kangasrullan ytimet | Vahvuus + suoruus | Vakaa käämitysjännitys, tasainen seinämän paksuus, luotettava leikkaus | Pehmeät ytimet, jotka muotoutuvat raskaiden rullien alla |
| Kalvokäämitys / mattokäämitysytimet | Mittojen vakaus | Karan jäykkyys, tiukka toleranssisäätö, puhtaat leikatut päät | Soikeat putket aiheuttavat sovitusongelmia kelauslaitteissa |
| Komposiittipaperitölkkiputket | Pintakäsittely + liimaus | Tasainen liiman levitys, vakaa kerrossidonta, tasaisemmat viimeistelyvaihtoehdot | Delaminaatiota tai näkyviä liimajälkiä |
| Teollisuuden suojaputket / yleispakkaus | Kustannustehokkuus | Materiaalin käyttö, nopea vaihto, helppo pääsy huoltoon | Liiman epävakauden ja leikkurin kulumisen aiheuttama suuri romu |
| Paksujen seinämien ytimet (raskas käyttö) | Kantavuus | Mahdollisuus suurempaan seinämänpaksuuteen, kestävä käyttöjärjestelmä, vakaa leikkaus | Liikaa pölyä/purseet ja epäjohdonmukaiset päädyt |
A Paperiputkikoneostamisesta tulee stressaavaa, kun hyväksyntä perustuu "näyttää hyvältä". Haluat mitattavan suunnitelman. Alla on käyttöönoton tarkistuslista, jota voit mukauttaa tehtaallesi.
Hyväksymistesti (ennen lähetystä tai paikan päällä)
Asennustyöt paikan päällä
Vinkki: Jos et pysty selkeästi määrittelemään hyväksymismittauksia, et voi hallita laatukiistoja oikeudenmukaisesti myöhemmin. Mitattavissa oleva suunnitelma suojaa sekä ostajaa että toimittajaa.
Koneen hinta on vain yksi rivi budjetista. Todellinen hinta on se, minkä maksat kuukausittain paperijätteestä, liimajätteestä, työajasta, ja lähetysten palautukset. Tässä on neljä ROI-ohjainta, jotka sinun tulee mitata:
Yksinkertainen ROI-ajatuskoe:
Jos parannettu vakaus säästää vain pienen osan materiaalista ja kourallisen tunteja viikossa,
takaisinmaksu voi olla odotettua nopeampi – varsinkin tehtailla, joissa on paljon tilauksia.
Valitsemalla aPaperiputkikoneei koske vain laitteistoa. Kyse on myös siitä, kuinka hyvin toimittaja voi ohjata projektia spesifikaatio vakaaseen tuotantoon. kloWenzhou Feihua Printing Machinery Co., Ltd., kannustamme ostajia käsittelemään ostoa tuotantojärjestelmäpäätöksenä – materiaalit, prosessin ohjaus, käyttäjän rutiini ja huoltotuki vaikuttavat kaikki pitkän aikavälin suorituskykyyn.
Tehokkaimmat projektit seuraavat yleensä selkeää polkua:
Q1: Mitä minun pitäisi toimittaa toimittajalle saadakseni tarkan paperiputkikonesuosituksen?
Jaa putken ID/OD-alue, seinämän paksuus, pituusalue, paperityypit (paino ja pinnoite), liimatyyppi, päivittäinen tuotantotavoite ja teollisuudenalat palvelet. Jos sinulla on "kultainen näyte" putki, jaa kuvia ja mittoja. Mitä selkeämpi vaatimuksesi, sitä vähemmän yllätyksiä asennuksen jälkeen.
Q2: Nykyiset putket irtoavat joskus. Onko se aina liimaongelma?
Ei aina. Delaminaatio voi johtua liiman epäjohdonmukaisuudesta, mutta myös paperin kosteudesta, kerrosten välisestä huonosta jännitystasapainosta tai riittämättömästä kovettumisaika. Strukturoitu vianetsintätapa tarkistaa ensin liimapinnoitteen, sitten paperin vaihtelun ja sitten kireyden ja käämityksen kohdistuksen.
Q3: Mikä on yleisin syy, miksi uusi paperiputkikone toimii heikommin ensimmäisen kuukauden jälkeen?
Yleisin syy on rutiinien puuttuminen: käyttäjät ajautuvat pois vakioasetuksista, siivous jää väliin aikapaineen alla ja paperierät muuttaa ilman säätöjä. Lyhyt päivittäinen tarkistuslista (käynnistystarkastukset, prosessinaikainen mittaus, liimausaseman puhdistus) estää tämän.
Q4: Tarvitsenko täysautomaattisia ohjaimia pienelle tehtaalle?
Jos tuotevalikoimasi on vakaa ja sinulla on kokeneita käyttäjiä, yksinkertaisempi ohjaus voi toimia. Mutta jos muutat kokoa usein, suorita useita työvuoroja tai nopeampaa koulutusta, parempi automaatio maksaa usein itsensä takaisin vähentämällä romua ja käyttäjäriippuvuutta.
Q5: Mikä hyväksyntätesti on "reilu" molemmille osapuolille?
Reilu testi käyttää sovittuja materiaaleja, kestää tarpeeksi kauan paljastaakseen todellisen käyttäytymisen ja mittaa tulosta yhteisellä menetelmällä. Sillä tavalla, laadukas keskustelu pysyy tosiasioihin perustuvana eikä subjektiivisena.
OikeaPaperiputkikoneon se, joka pitää putket yhtenäisinä - ei vain ensimmäisenä päivänä, vaan myös kuukausien jälkeen tuotanto oikeilla paperierillä, todellisilla toimijoilla ja todellisella tilauspaineella. Jos arvioit ohjauspisteitä (jännitys, liima, käämin kohdistus, ja leikkaus) ja vaadi mitattavissa olevaa hyväksymissuunnitelmaa, vähennät dramaattisesti riskiä ja suojaat marginaalisi.
Jos suunnittelet uutta putkilinjaa tai päivität vanhaa, kerro meille putken tekniset tiedot ja päivittäinen tuotantotavoitteesi. Autamme sinua kartoittamaan oikean kokoonpanon ja hyväksymissuunnitelman, jonka voit panna täytäntöön – sitten voitota meihin yhteyttäsaada räätälöity ehdotus.











