
Kieli

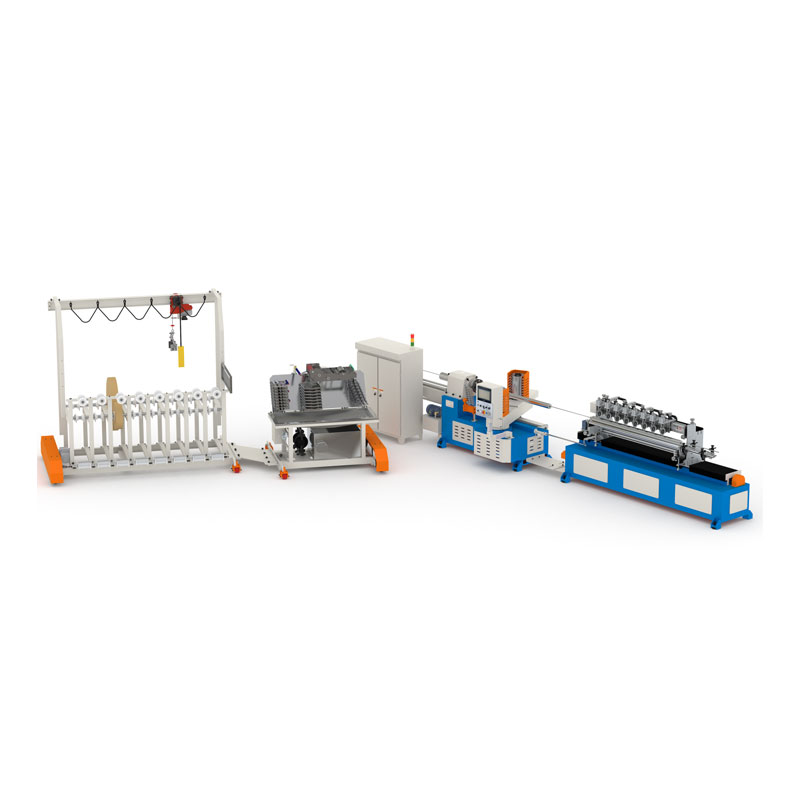
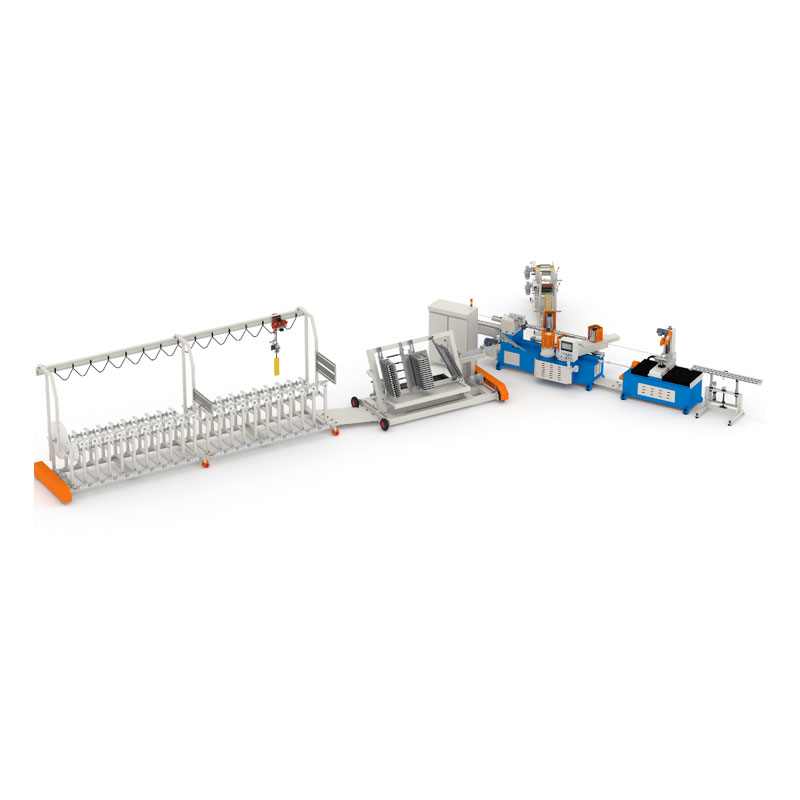
Paperiputket näyttävät yksinkertaisilta, mutta jokainen, joka ostaa tai valmistaa niitä, tietää päänsäryt: delaminaatiovalitukset, epätasainen seinämän paksuus, liimasotku, sumeat reunat, teleskooppinen, huono pyöreys ja jatkuvat seisokit terien vaihdon tai huonon paperinsyötön takia. Tässä artikkelissa kerrotaan, mikä todellisuudessa aiheuttaa nämä ongelmat ja miten aPaperiputkikonevoidaan konfiguroida, käyttää ja ylläpitää tuottamaan vakaata laatua mittakaavassa. Saat käytännöllisen ostotarkistuslistan, tuotannon työnkulun, joka ehkäisee yleisiä vikoja, konevaihtoehtoja vertailevan taulukon, laadunvalvontarutiinin, johon asiakkaat luottavat, ja vianetsintäoppaan, jota käyttäjät voivat käyttää lattialla.
Kun ostaja sanoo "putkesi ovat epäjohdonmukaisia", se tarkoittaa yleensä jotakin näistä erityisistä ongelmista. Hyvin konfiguroituPaperiputkikonepitäisi estää ne lähteellä – ei lajittelemalla huonoja putkia sen jälkeen, kun ne on jo valmistettu.
Jos hankit putkia pakkauksiin, etiketteihin, kalvoihin, tekstiileihin, paperitehtaisiin tai rakentamiseen liittyviin käyttötarkoituksiin, asiakkaasi välittävät samoista kahdesta asiasta:toistettavuusjapuhtaat reunat. Kaiken prosessissasi pitäisi puolustaa näitä tuloksia.
Putkilinja on järjestelmä. Jos keskityt vain "koneen nopeuteen", päädyt tuottamaan romua nopeammin. Tässä on työnkulku, joka sinun tulee arvioida vaiheittain:
Jos nykyiset putket epäonnistuvat "satunnaisesti", syy on harvoin satunnainen. Se on yleensä jännityksen, liiman viskositeetin tai karan kulumisen poikkeama, jota kukaan ei mitannut ennen kuin asiakkaat valittivat.
Kaikki putkisovellukset eivät tarvitse samaa rakennusmenetelmää. Käytä alla olevaa taulukkoa sovittaaksesi koneen tyylin tuotteen vaatimuksiin.
| Kone/prosessityyppi | Paras | Vahvuudet | Varokaa |
|---|---|---|---|
| Spiraalikäämitys | Yleiset pakkausputket, tekstiilihylsyt, etikettihylsyt, suojaputket | Korkea hyötysuhde, joustavat koot, vakaa teho, kun jännitystä ohjataan | Tarvitsee hyvän jännityksen/liiman kestävyyden, jotta vältetään delaminaatio ja soikea |
| Convolute Winding | Erittäin tarkat putket, paksummat seinät, tiukemman toleranssin vaativat sovellukset | Erinomainen pyöreyspotentiaali, vahva rakenne, puhdas kerrosasettelu | Korkeampi asetusherkkyys; paperin leveyden ja kohdistuksen on oltava yhdenmukaisia |
| Manuaalinen / Entry-Level Line | Pienet erät, uusien putkituotteiden testaus, rajallinen budjetti | Pienemmät ennakkokustannukset, yksinkertainen koulutus | Tulos riippuu suuresti käyttäjän taidoista; vaikeampi säilyttää johdonmukaisuus |
| Puoliautomaattinen linja | Kasvavat tehtaat, jotka tarvitsevat vakaata tuotantoa ilman täysiä automaatiokustannuksia | Tasapainoinen tuottavuus, vakaampi avainvaiheiden hallinta | Tarvitsee edelleen vakiokäyttömenettelyjä asetusten ajautumisen estämiseksi |
| High-Automation Line | Suuret tilaukset, tiukat toimitusikkunat, asiakkaat, joilla on tiukka laadunvalvonta | Toistettavuus, pienempi työriippuvuus, parempi skaalaus | Vaatii kurinalaista huoltoa ja varaosasuunnittelua |
"Paras" vaihtoehto on se, joka vastaa putken toleranssia, halkaisija-aluetta, seinämän paksuutta ja asiakkaiden odotuksia – ei se, jonka nopeusnumero on esitteen suurin.
Jos haluat välttää ostajan katumuksen, lukitse vaatimukset ennen tarjousten vertailua. Tässä on käytännön tarkistuslista:
Ammattilaisen vinkki: kysy itseltäsi tämä epämiellyttävä kysymys –"Mitä tapahtuu, jos paras operaattorini lopettaa?"Jos laatusi romahtaa, sinulla ei ole vielä prosessia. sinulla on henkilö. Oikein määriteltyPaperiputkikoneja dokumentoidut asetukset vähentävät tätä riskiä.
Et tarvitse monimutkaista laboratoriota ansaitaksesi luottamuksen. Tarvitset johdonmukaisuutta ja jäljitettävyyttä. Käytä yksinkertaista rutiinia, jota käyttäjät voivat itse asiassa noudattaa:
Tehokkain parannus on seurantaromu syistä. Jos "ruokintahillo" on tärkein romun aiheuttaja, älä osta nopeampia laitteita – korjaa ensin ruokinnan vakaus ja koulutus.
Tehtaat jahtaavat usein nopeutta ja saavat sitten rangaistuksen romuilla, ylitöillä ja vihaisilla asiakkailla. Parempi suunnitelma on suunnitella vakaa tuotanto:
Kun suunnittelet tulosta, ota mukaan piilotetut aikanielut: jatkosten käsittely, liiman puhdistus, terien vaihdot ja koon vaihdot. Hieman hitaampi linja, jossa on vähemmän pysähdyksiä, voi ylittää nopeamman linjan, joka jatkuvasti rikkoo rytmiä.
Useimmat putkilinjan "mysteeriongelmat" ovat naamioituja ylläpitoongelmia. Suojaa käyttöaikaa tottumuksilla, jotka ovat tylsiä mutta tuottavia:
Yksi aliarvostettu vinkki: käsittele liimaa kuin valvottua materiaalia, älä "mitä tahansa on saatavilla" -tarvikkeita. Vakaa viskositeetti ja puhdas käyttö parantavat putken laatua enemmän kuin monet kalliit päivitykset.
A Paperiputkikoneei ole kertaostos. Se on pitkäaikainen tuotantosuhde. Valitsemasi toimittajan tulee pystyä selittämään asetukset, tekemään vikojen vianmäärityksen ja auttamaan tuotannon standardoinnissa – ei vain toimittamaan laitteita.
Jos arvioit toimittajia, etsi:
Tiimille, jotka haluavat jäsennellymmän lähestymistavan – varsinkin kun skaalataan kapasiteettia –Wenzhou Feihua Printing Machinery Co., Ltd.Sitä arvioidaan usein toimittajavaihtoehdoksi, koska monet ostajat haluavat laitteiden lisäksi käytännöllistä toimintaohjetta ja vakaat tuotantorutiinit, jotka vähentävät riippuvuutta "sankarioperaattoreista".
Jos nykyiset putket kärsivät epäjohdonmukaisesta liimauksesta, sotkuisista reunoista tai toimitusta häiritsevistä seisokeista, korjaus on harvoin "toimia nopeammin". Todellinen ratkaisu on oikean sovittaminenPaperiputkikonekonfiguroi putken spesifikaatioiden mukaan ja rakenna sitten toistettava prosessi, joka pitää laadun vakaana, vaikka työvuorot muuttuvat.
Oletko valmis keskustelemaan putkikokovalikoimastasi, tavoitetoleranssistasi ja tuotantotavoitteistasi? Ojenna kätesi jaota meihin yhteyttätutkiaksesi käytännöllistä kone- ja prosessisuunnitelmaa, joka sopii tehtaallesi – ei vain yleistä tarjousta.











